In today’s era of technological advancement, rapid prototyping has become a significant breakthrough in manufacturing and product design. By Reducing production and testing time, this technology not only accelerates time-to-market but also helps businesses optimize costs and efficiently assess design feasibility. Rapid prototyping is truly a powerful tool for Transforming creative ideas into reality across various industries.

Nội dung
What is Rapid Prototyping Technology?
To optimize costs and reduce the time needed for production tooling, manufacturers often need to create a prototype of a component or system before making a significant investment in production equipment or assembly lines. This allows them to troubleshoot issues, evaluate designs, and refine products before officially moving into mass production and market launch.

Rapid Prototyping (RP) is a process that helps manufacturers speed up product development. Using Computer-Aided Design (CAD) technology and 3D printing, RP enables the quick creation of physical prototypes, allowing designers to effectively communicate their ideas to workers or clients in a clear and visual manner.
Key Benefits of Rapid Prototyping:
- Fast prototype creation with significantly reduced operational costs.
- Testing and comparing prototypes with other manufacturing methods (evaluating both functionality and aesthetics of the design).
- Enhancing future production by assessing design feasibility based on real customer feedback.
Comparison of Rapid Prototyping Methods Using 3D Printing
3D printing has become an incredibly effective tool for rapid prototyping, and when discussing this process, many people immediately think of 3D printing technology.
3D printing operates using an additive manufacturing approach, where layers of material are deposited to precisely recreate a 3D CAD model with the support of specialized printers and software. The process begins with design data, which is then converted into STL format using triangular meshes. Next, 3D printing software slices the STL design into thin layers, and the 3D printer sequentially prints each layer to “build up” the final product.
Currently, there are various 3D printing methods, each tailored to specific requirements such as accuracy, mechanical properties, color, print quality, cost, and intended use. Below are some of the most common 3D printing techniques:
SLA
SLA is the oldest, most widely used, and most affordable additive manufacturing method in 3D printing technology. It was also the first method to be widely applied in the industry.
This process utilizes an ultraviolet (UV) laser, controlled by a computer, to cure liquid photopolymer resin layer by layer, forming the final part through an additive layering process. Each cross-section of a layer is derived from CAD design files (in .STL format), which has become the standard data format for most modern 3D printers.

Advantages: Compared to other additive manufacturing processes, SLA allows for the creation of complex prototypes or pre-assembled parts with high precision. The SLA process is fast, cost-effective, and produces smooth surfaces with detailed features and precise tolerances. A wide range of materials with various optical, mechanical, and thermal properties are available, catering to different industrial needs from standard thermoplastics to high-performance engineering materials. SLA prototypes are widely used in the medical field and for vacuum casting models.
Disadvantages: While SLA produces highly detailed parts, prototypes made using this method often lack the necessary durability for testing under extreme conditions. Additionally, the UV light used in the printing process degrades over time, especially in humid environments. As a result, SLA is best suited for applications requiring high detail but not exceptional mechanical strength. In product design, this technology is often used to create initial prototypes for evaluating shape, size, and aesthetics before transitioning to more durable manufacturing methods like FDM or SLS.
SLS
SLS is an advanced 3D printing technology that enables the production of prototypes using plastic materials. This process utilizes powdered materials such as nylon or flexible TPU, and employs a computer-controlled high-power laser to heat and fuse the layers of material together. Developed in the 1980s and patented by Carl Deckard, SLS allows for the creation of complex parts with intricate internal structures without requiring support structures, unlike SLA and FDM.

Advantages: Compared to SLA, SLS-printed parts offer higher accuracy and durability, making them suitable for demanding functional testing. SLS is ideal for applications requiring technical performance and high rigidity.
Disadvantages: SLS-printed parts often have a grainy or sand-like texture, lacking smoothness and fine aesthetic details. As a result, secondary processing is necessary to enhance surface quality and product appearance. Additionally, the range of available materials for this method is relatively limited. To address the rough surface issue, post-processing techniques such as sanding, polishing, painting, or dyeing are commonly used to improve aesthetics and user experience. In high-precision applications like medical devices or mechanical components, additional machining enhances product quality and ensures compliance with technical standards. Despite the limited material selection compared to other technologies, advancements in materials such as carbon fiber-infused nylon, composite plastics, and metal powders are significantly expanding its applications. As a result, SLS technology is increasingly favored for small-scale production, technical prototyping, and manufacturing custom parts tailored to specific requirements.
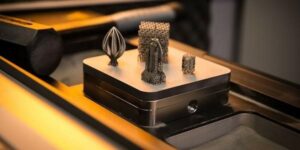
DMLS
DMLS (Direct Metal Laser Sintering) is a 3D printing technology similar to SLS, specifically designed for producing metal prototypes and end-use components. The process shares many similarities with SLS, but instead of plastic powders, it uses metal powders. High-powered lasers heat the metal powder to near-melting temperatures, fusing the material layer by layer until the final part is complete. This technology is compatible with a wide range of metal alloys, enabling the production of high-strength prototypes with full functionality.

Disadvantages: The surface of DMLS products is often rough and requires costly post-processing. Additionally, since the material does not fully melt during 3D printing, heating it to the metal’s melting point is necessary for this technology. When using DMLS for large-scale metal part production, manufacturing costs can increase significantly. Despite high post-processing expenses and costly mass production, DMLS remains widely used in industries requiring high precision and complexity, such as aerospace, automotive, medical, and mold manufacturing. This technology is ideal for producing small, complex, highly customized components. To optimize costs, DMLS can be combined with other machining methods or advanced metal materials.
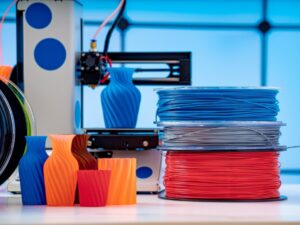
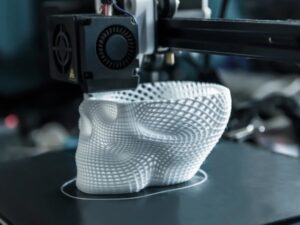
FDM
In Fused Deposition Modeling (FDM) technology, thermoplastics such as ABS, polycarbonate, or ABS/polycarbonate blends are melted in a specialized nozzle. This nozzle moves along pre-programmed paths, extruding the molten plastic layer by layer to build a complete prototype.

Advantages: FDM allows the use of thermoplastics to produce parts at low cost, with high durability and the ability to perform certain functional tests. This technology can also create parts with complex structures. FDM is easy to use, supports various types and colors of plastic during production, and ensures safety, cleanliness, and environmental friendliness.
Disadvantages: Compared to SLA or SLS, FDM has lower performance and less refined finishing. Although FDM produces rough surfaces and variable mechanical properties, it is still widely used in prototyping, small component manufacturing, education, household items, and custom products. FDM is suitable for low-volume production, rapid prototyping, and parts that do not require high finishing quality. This technology is also applied in tool manufacturing and creative design industries due to its low cost and flexible customization capabilities.
SLM
SLM is an advanced 3D printing technology that uses a high-power laser to fully melt and fuse metal powder, creating complete prototypes. Commonly used metal powders include titanium, stainless steel, aluminum, and cobalt-chrome alloys. This technology enables the production of metal parts with high precision and exceptional durability.

Advantages: SLM enables the production of metal prototypes with nearly complete density (typically reaching 97%), ensuring highly accurate functional testing. Parts printed using SLM possess mechanical properties equivalent to those produced by traditional manufacturing methods.
Disadvantages: SLM has high production costs and requires experienced technicians to ensure optimal quality and efficiency. Despite its high costs and technical expertise requirements, SLM is widely used in aerospace, medical, automotive, high-end jewelry, and mold manufacturing due to its exceptional precision and durability. The technology is also expanding into custom products and the defense industry, allowing for the creation of lightweight, strong components with excellent strength and heat resistance.
POLYJET
PolyJet is a 3D printing technology that uses print heads to deposit thin layers of photopolymer resin, which are then cured with ultraviolet (UV) light to form a complete prototype or part. This process allows for extremely thin layers, resulting in smooth surfaces and high detail resolution. Notably, PolyJet can simultaneously jet multiple materials, enabling the creation of multi-material prototypes.
Advantages: PolyJet is a cost-effective technology ideal for producing flexible parts with complex structures. It is also well-suited for prototyping components that combine both rigid and flexible materials, meeting diverse design requirements.
Disadvantages: Parts printed with PolyJet typically lack the durability needed for functional testing. Additionally, prolonged exposure to light may cause yellowing, reducing aesthetic appeal over time. Despite its limitations in durability, PolyJet is widely used in product design, medical modeling, advertising, mold making, and scientific research due to its high detail accuracy, smooth surfaces, and diverse color options. This technology also supports fashion and accessories, accelerating product development with intricate prototypes.
CNC MACHINING
CNC machining is a subtractive manufacturing process in which cutting tools follow predefined paths to remove excess material from solid plastic or metal blocks, producing complete parts or prototypes. This material removal process results in high-strength products with excellent surface finishes. CNC machining offers an extensive selection of materials, including thousands of thermoplastics and metals. As a result, CNC-manufactured parts can meet various requirements such as tensile strength, impact resistance, heat resistance, chemical resistance, and even biocompatibility. Its high precision and tight tolerances make CNC machining suitable for assembly and functional testing.
Advantages: CNC-machined products feature superior surface finishes, high accuracy, and strict tolerances. With the ability to work with a wide range of engineering materials, CNC machining enables rapid production sometimes within just 24 hours depending on design complexity.
Disadvantages: For complex structures, CNC machining may face limitations, especially with thin-walled or hollow designs. In many cases, custom fixtures are required to secure the workpiece, adding complexity and cost. Parts with intricate geometries often demand advanced machining techniques, leading to higher production costs. Despite its challenges with extremely complex designs, CNC remains a leading precision machining technology in aerospace, medical, automotive, mold making, electronics, and machinery manufacturing due to its high durability, stability, and material versatility.
Vacuum Casting
Vacuum casting is a specialized manufacturing method, typically used for small production batches. The master model for mold creation is produced using either 3D printing or CNC machining. The process involves degassing, mixing, preheating, and pouring polyurethane material into the mold under vacuum conditions. The final product then undergoes secondary curing for 2–3 hours at a stable temperature of 60–80°C in a controlled heating chamber.

Advantages: Products created through vacuum casting can achieve durability and hardness comparable to original materials like ABS, while also allowing easy customization of colors. This technology enables the production of small batches of plastic parts with complex structures and uniform wall thickness, meeting both functional and aesthetic requirements.
Disadvantages: Each mold has a limited lifespan, typically producing a maximum of around 25 copies, depending on the mold’s complexity and material. For high-quality products, such as transparent structures or intricate shapes, the number of copies usually decreases to 10–12, increasing the cost per unit. Despite these limitations, vacuum casting is widely used in aerospace, healthcare, electronics, jewelry, toys, furniture, and prototype manufacturing due to its ability to produce highly detailed, smooth-surfaced, and precise components.
Rapid prototyping has become an essential solution in modern product development. This technology not only shortens production time but also allows businesses to test and optimize designs before launching products. With the ability to create accurate and diverse prototypes, rapid prototyping is the key to innovation and enhancing product quality across various industries.